Alcomex werkt voor deurveren met SH of DH (Statisch of Dynamisch Hoog belast) kwaliteiten volgens EN 10270-1, echter met het verschil dat de waarden zoals aangegeven in de EN 10270-1 als ondergrens gelden. De EN 10270-1/2/3 verdeelt aanduidingen van staalsoorten op drie manieren:
Groep 1: staalsoorten die worden aangeduid op basis van hun gebruik en mechanische of fysische eigenschappen.
Groep 2: staalsoorten die worden aangeduid op basis van hun chemische samenstelling.
Groep 3: corrosiebestendige materialen (RVS)

Voor industriële veren beschikken we standaard over de volgende draadkwaliteiten, in de meest voorkomende draaddiktes:
| Materiaal | Werkstofnummer | Normaal temperatuurbereik |
|---|---|---|
| Koolstofstaal (C75, C85, C100) | 1.1200 / 1.1248 / 1.1269 / 1.1274 | [Temp -40°C tot +120°C] |
| Roestvast staal (301, 316, 17-7 PH) | 1.4310 / 1.4401 / 1.4568 | [Temp -150°C tot +250°C] |
| Inconel (X750, 718, 625, 600) | 2.4669 / 2.4668 / 2.4856 / 2.4816 | [Temp -200°C tot +550°C] |
| Hastelloy (C4, C276) | 2.4610 / 2.4819 | [Temp -100°C tot +500°C] |
| MP35N | Body implantable | [Temp -200°C tot +320°C] |
| Berylliumkoper | 2.1247 | [Temp -190°C tot +160°C] |
| Fosforbrons | 2.1020 | [Temp -190°C tot +80°C] |
| Messing | 2.0321 | [Temp -190°C tot +120°C] |
Tijdens de applicatieanalyse wordt gekeken in welke toepassing de veer gebruikt gaat worden. Het kan zijn dat de werkomgeving van de veer zo corrosief is, dat bepaalde materialen simpelweg “oplossen”.
Als alternatief voor een duur materiaal wordt er vaak gekozen om door middel van een oppervlaktebehandeling de draad/veer geschikt te maken voor een applicatie. De meest voorkomende oppervlaktebehandelingen zijn: verzinken, fosfateren, vernikkelen, verchromen, poedercoaten, vertinnen en verzilveren/vergulden. Al deze oppervlaktebehandelingen voegen specifieke eigenschappen toe aan de veer, waardoor de levensduur wordt verlengd, zonder dat de mechanische eigenschappen negatief worden beïnvloed.
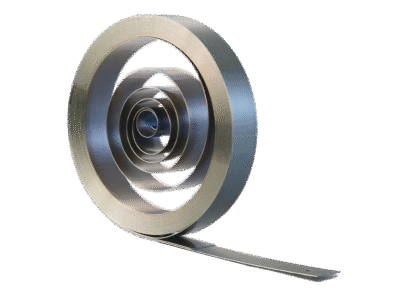
De maximale kracht die een spiraalveer kan leveren wordt hoofdzakelijk bepaald door de dikte (plus bijbehorende treksterkte) van het draad en de diameter van de windingen. De grootte van de maximale slag en de bijbehorende veerconstante kan beïnvloed worden door het aantal windingen te verhogen, anderzijds te verlagen.
Veerconstante: c=∆F/∆f=(G * d^4)/(8 * Dm^3* n)
Veerkracht: F=c*f=(G * d^4* f)/(8 * Dm^3* n)
G = glijmodulus;
f = veerweg;
d = draaddikte;
Dm = gemiddelde veerdiameter;
n = werkzame wikkelingen
Het gebruik van een ander materiaal in applicaties die kosten gedreven zijn, is vaak te duur, mede omdat bepaalde, meer “exotische” materialen beperkt in draad- of bandstaal verkrijgbaar zijn. Aangezien corrosie een negatief effect heeft op de draaddiktes (en daarmee werking), is een goede kennis van de applicatie en diverse oppervlaktebehandelingen een voorwaarde bij op maat gemaakte veren.
Het toepassen van oppervlaktebehandelingen is niet zonder risico en indien dit niet goed wordt uitgevoerd, kan dit leiden tot het bros worden van materialen. Dit fenomeen wordt waterstofbrosheid genoemd en komt voor in alle gevallen waarbij waterstof zich kan ontwikkelen aan het oppervlak van het staal. Het effect van waterstofbrosheid op staal is dat het staal breekt bij een veel lagere trekkracht dan normaal, ondanks dat het staal normale duurzaamheidswaarden heeft bij normale levensduurtesten. Waterstofbrosheid kan optreden als veren worden blootgesteld aan: niet-geoxideerde zuren of kathodische reiniging en coating. Bladveren die na het vormen zijn gehard, zijn hier gevoelig voor.
Het risico van bros worden neemt af, naarmate de treksterkte en hardheid afnemen. Doorgaans treedt er geen brosheid op bij staal met een treksterkte < 1000 N/mm² of een hardheid < 30 Vickers. De meeste waterstof kan door een additionele warmtebehandeling (doorwarmen) worden verwijderd. De dikte van het materiaal bepaald de temperatuur en de tijd van deze warmtebehandeling:
Materiaaldikte < 3 mm 170°C – 180°C 5 uur
Materiaaldikte < 12 mm 190°C – 210°C 4 uur
Het uitvoeren van oppervlaktebehandelingen is vrijwel nooit zonder risico. Alcomex voert deze behandelingen altijd uit in samenspraak met gespecialiseerde partners, om de kwaliteit van onze veerproducten en -oplossingen te waarborgen.